




 扫一扫
扫一扫






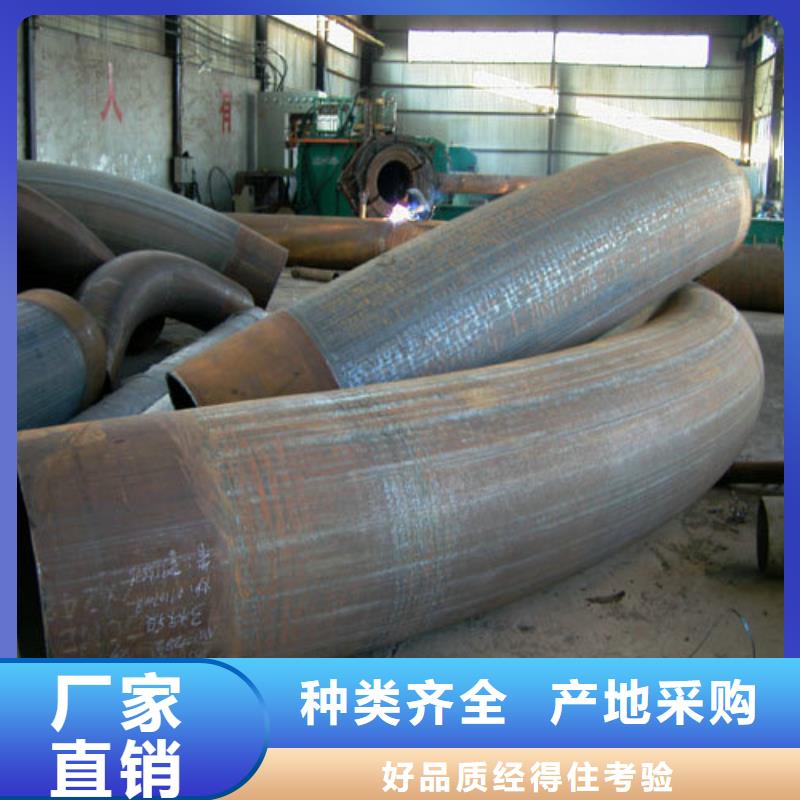
无缝钢管生产过程简介
1钢管由上游辊道进入矫直机入口辊道。
2当钢管头部被入口辊道中间位置传感元件感应到时,辊道减速。
3当钢管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。
4管头进入入口矫直辊中间位置时,入口快开缸闭合,钢管被咬入,同时入口第二段辊道下落。
5通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,钢管进入矫直过程。
6当管尾离开入口辊道中间位置传感元件时,入口辊道段上升。
7当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
8出口辊道上升,钢管被运送到出口辊道末端挡板处。
9出口辊道下降,通道侧门打开,钢管靠重力滚到L型接料勾上。
10接料勾下落,钢管滚到吹灰台架上,对钢管内表面氧化铁皮进行吹扫。








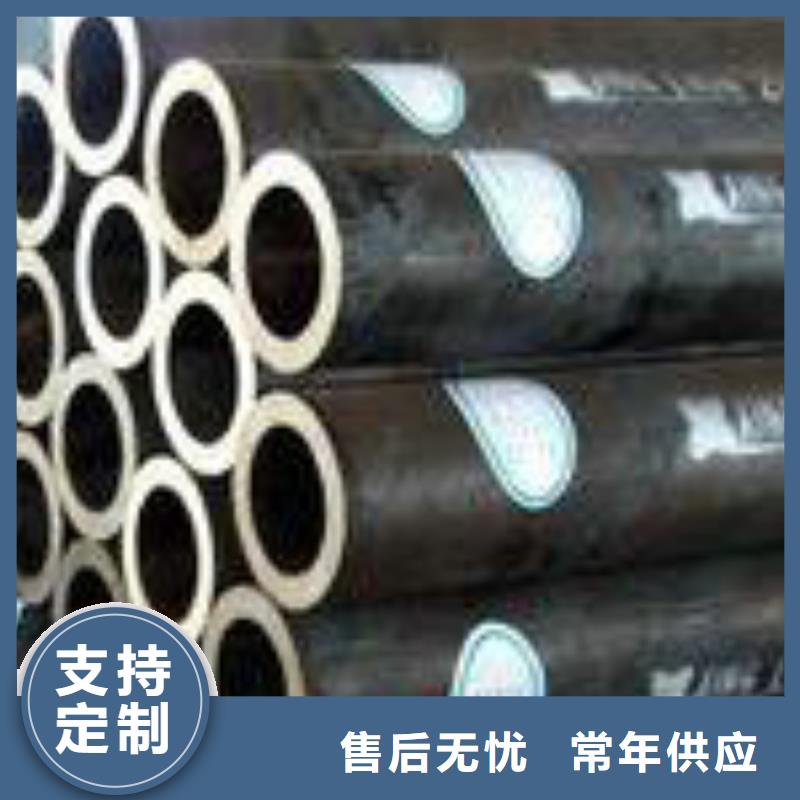
我公司资金雄厚,货源充实,交通便利,主要经营(四川甘孜) 本地 精密管。几年来通过全体员工的共同努力,兄弟单位的友好协作,能够准确把握信息和机遇,以较快的速度,不断积累,不断完善,企业规模得以更好的发展壮大,并以优质的产品 赢得了广大客户的信赖 本公司以卓越的产品,的服务,合理的价格服务于广大客户。

技术支持:s797.com